





































TIG GAZALTI KAYNAK TEKNİĞİNDE İKİ TÜRLÜ AKIM TİPİ KULLANILIR
1- DOĞRU AKIM (DC) – Çelik ve paslanmaz çelikler olmak üzere birçok metalin TIG kaynak işleminde tercih edilir.
2- ALTERNATİF AKIM (AC) – Alüminyum ve Yüzeyinde ısıya dayanıklı oksit tabakası bulunan metallerin TIG kaynak işleminde tercih edilir.
Kaynak akımın kontrolüne yardımcı olmak ve kaynak kalitesini artırmak amacıyla kaynak makinalarından bazı özellikler ilave dilmiştir:
1- Kararlı Akım
2- Darbeli (palslı) Akı
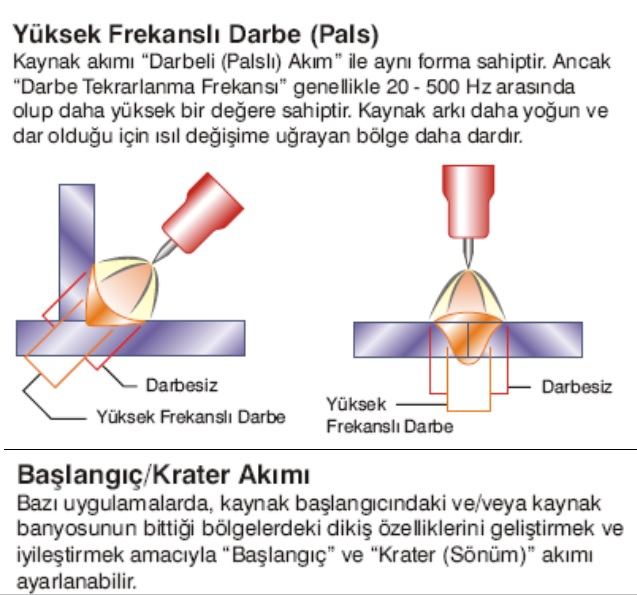
3- Yüksek Frekanslı Darbeli (Palslı) Akım
4- Kaynak Dikiş Başlangıcında Eğimli Akım Yükselmesi (up-slope)
5- Kaynak Dikiş Sonunda Eğimli Akım Azalması (down-slope)
6- Ayarlanabilir Son Gaz Akışı
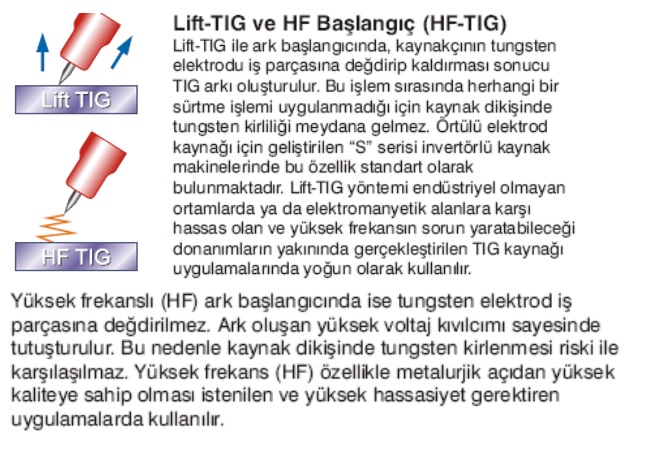
7- Ark Başlangıcında Yüksek frekans Başlangıcı Seçeneği (HF-TIG)
8- Tungsten Ucu İş parçasına Değdirerek Ark Başlatma Seçeneği (Lift-TIG)
Akım, kaynak işlemini kontrol eden en önemli parametrelerden biridir. Çünkü akım, nüfuziyet miktarını, kaynak hızını, metal yığma oranını ve kaynağın kalitesini doğrudan etkiler. Temel olarak 3 tip kaynak akımı kullanılır. Bunlar (1) Doğru akım doğru kutup, (2) Doğru akım ters kutup ve (3) Alternatif (dalgalı) akım’dır.
Doğru Akım – Doğru Kutup : Doğru akım doğru kutup, TIG kaynağında en fazla kullanılan akım türüdür. Birçok metal bu metodla kaynak edilebilir. Doğru akım doğru kutupta, elektrod negatif, iş parçası ise pozitiftir. Bu sayede elektronlar, elektroddan iş parçasına doğru akar. Bu işlemde ısının % 70’i anodda yani pozitif kutupta oluşur ve elektrod fazla ısınmaz. Doğru akım doğru kutup metodu, diğer 2 metoda oranla daha derin nüfuziyet ve dar kaynak dikişleri ile çalışma olanağı sağlar. Ancak ince parçalarda bu durum çarpılma ve delinme riskinin ortaya çıkmasına neden olur.
Doğru Akım – Ters Kutup : Doğru akım ters kutup metodunda, elektrod pozitif kutubu, iş parçası ise negatif kutubu oluşturur. Böylece elektronlar iş parçasından elektroda doğru akarlar ve elektodda yüksek ısı oluştururlar. Aynı amper ve ark boyunda, doğru akım ters kutubun ark voltajı, doğru akım düz kutubun arkvoltajından daha yüksektir. Doğru akım ters kutup metodu 3 metod arasında en az kullanılanıdır. Çünkü düşük nüfuziyetin yanında düz ve geniş bir kaynak dikişi elde edilir ve kullanımı büyük bir ustalık gerektirir.
Alternatif Akım : Alternatif akım, doğru akım doğru kutup ve doğru akım ters kutupların değişken darbelerinin saniyede ortalama 120 kere değişerek birbirini takip etmesidir. Bu metodla voltaj, maksimum pozitif değerden maksimum negatif değere doğru değişir ve her değişimde ark söner. Sıradan ark kaynak trafoları, ark söndükten sonra tekrar ark oluşturacak güçte değildir. Bu nedenle yüksek frekanslı akımın her yarı geçişte ortama eklenmesi gereklidir. Alternatif akım, optimum nüfuziyet ve iş parçası yüzeyinden oksitlerin temizlenmesini sağlar. Bu metod ile oluşturulan kaynak dikişi, doğru akım doğru kutup ile oluşturulan kaynak dikişinden daha düşük ve doğru akım ters kutup ile oluşturulandan daha fazla nüfuziyete sahiptir. Aynı zamanda diğer 2 metodla oluşturulan kaynak dikişlerinden daha fazla kaynak dayanımını sağlar. Bu nedenle; alüminyum, magnezyum, berilyum ve bakır bu metodla kolaylıkla birleştirilebilir.










{kind=link}