



































İki yada daha fazla parçayı, malzemeyi yapıştırıcıyla birleştirmektir..
Yapıştırarak birleştirme, genelde, sürekli bir bağlantı olup, tekrar birleştirme amaçlı (civata bağlantıları gibi) olarak sökülemez.
Yapıştırma teknolojisi geleneksel birleştirme teknolojilerinin yerini alabilir.
Bir teknolojinin yapısı diğer yapılardan farksızdır: önce temeller gelir.
Yapıştırıcı teknolojisinin temelleri şunlardır: doğru planlama ve kullanılan malzemeleri tam anlamıyla tanıma.
Yapıştırma; kaynak, lehim, perçin vs. yanında endüstriyel bir birleştirme yöntemi olarak kullanılmaya ilk başladığından beri, başarılı bir yapıştırma için en önemli parametreleri bulmak amacıyla birçok araştırma, geliştirme ve mühendislik çalışması yapılmıştır
Yapıştırıcı nedir?
Yapıştırıcılar fonksiyonel olarak yüzeyler vasıtasıyla maddeleri bir arada tutar.
Yüzeyler (parçaları yada bileşenleri) farklı yada aynı malzemelerden olabilir.
Yapıştırma mekanizması aşağıdakilere bağlıdır;
- Adhezyon
- Kohezyon
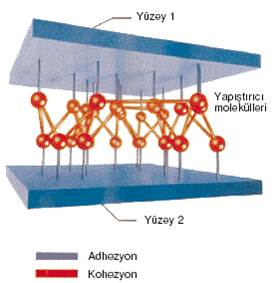
Adhezyon
“Adhezyon” iki maddenin temas yüzeylerindeki yapışma kuvvetidir. “Van der Waals kuvvetleri” olarak adlandırılan çekim ve yüzeye tutunma fiziksel kuvvetleri yapışmada en önemli faktördür.
Eğer yapıştırıcı, mekanik olarak işlenmiş yüzeylerdeki pürüzlere tam olarak temas edemezse, bu moleküller arası kuvvetler oldukça zayıflar. Bu nedenle yapıştırıcının yüzey pürüzlerine tam olarak nüfuz etmesi ve bütün yüzeyi ıslatması gerekir.
Dolayısıyla, yapıştırmanın kuvveti hem yüzeyin ıslatılmasına (maksimum moleküller arası temas için), hem de yüzeyin yapışma özelliklerine bağlıdır. Belirli bir yapıştırıcı yüzey gerilimi için ıslatma, yapıştırıcı sürülen yüzeyin yüzey gerilimine ve yapıştırıcının viskozitesine bağlıdır. Yüzeyde kirlerin bulunması da ıslatmayı olumsuz etkiler.
Yapıştırıcıyı etkileyen unsurlar:
1-Yüzey şartları (dış faktör)
2-Bütün yüzeyin ıslatılması (yüzeye/adhesive bağlıdır)
Yüzey koşulları
Yapıştırıcı ve parça yüzeyleri arasındaki kirli engeller adhesiv bağlantı miktarını azaltarak yüzeyler arası teması düşürür.
Kirli yüzeyler yapışmada en çok karşılaşılan başarısızlık nedenidir.
Parça yüzeylerinin tam olarak temizlenmesi en önemli unsurdur.
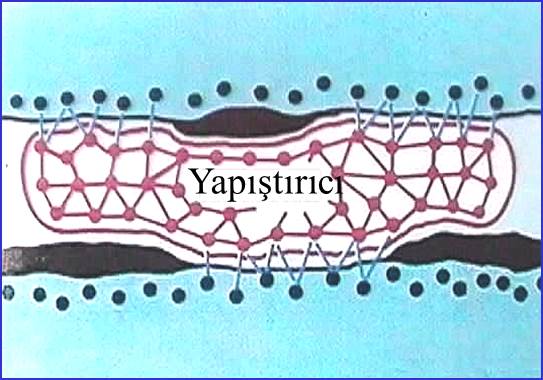
En pürüzlü yüzey en büyük, geniş yüzey olup daha fazla (çok iyi yapıştırma) adhesiv bağlantılar oluşur.
Ayrıca, yüzey çok fazla pürüzlü ise, (adhesive) yapıştırıcılar boşlukların ‘cavities’ içine iyi bir şekilde nüfuz ettirilmezse yapıştırıcı ile yüzey arasındaki bağlantılar azalır, yapıştırma zayıf kalır.

Yüzeyin ıslatılması
En iyi yüzey koşulları sağlanırsa, yapıştırıcının gücü (adhesive forces) ıslatmaya bağlıdır.
Islatmanın anlamı parça yüzeyiyle ne kadar iyi bir birleşme sağlayacağıyla ilgilidir.

Islatma aşağıdakilere bağlıdır;
1-Parça yüzey enerjisine vs. yapıştırıcının yüzey enerjisine
Her parça ve yapıştırıcı doğal kendine özgü yüzey enerjisine sahiptir. Uygun ıslatma sadece parçanın yüzey enerjisinin yapıştırıcının yüzey enerjisine eşit yada büyük olmasıyla oluşur
2-Yapıştırıcının(adhesive) Viskozitesi
Parçanın ıslatılabilirliği için yapıştırıcının viskozitesinin daha az olması daha iyi olacaktır
Kohezyon
Kohezyon yapıştırıcı molekülleri arasında bulunan ve yapıştırıcıyı bir arada tutan kuvvettir. Diğer bir deyişle…
Kohezyon, bir yapıştırıcının kuvvetidir.
Şu kuvvetler kohezyona etki eder:
- Moleküller arası çekim kuvvetleri (Van der Waals kuvvetleri)
- Polimer moleküllerinin kendi aralarında kenetlenmesi.
Bir zincirin kuvvetinin en zayıf halkası tarafından belirlenmesi kuralına uygun olarak, yapıştırma işleminde adhezyon ve kohezyon kuvvetleri yaklaşık eşit olmalıdır.
kaynak: Loctite yayınları





{kind=link}