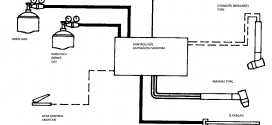
Plazma ark kaynak yöntemi, üretim kaynağı olarak uzay endüstrisi, havacılık ve nükleer endüstrilerde çok yaygın kullanıma girmiştir. Özellikle dikiş kalitesi ve güvenilirliği ve ekonomiklik açısından kabul edilen bir yöntemdir. TIG yöntemi ile kaynak edilebilen tüm metal ve alaşımları plazma ark kaynağı ile de güvenilir bir biçimde kaynak edilirler.
Plazma arkı ile kaynakta iki teknik çok sık kullanılır. Bunlar, ergitme tekniği (melt-in mode) ve anahtar deliği tekniği (key hole mode) olmaktadır.
Ergitme tekniği
Yüksek akım şiddetleri (50-400A) kullanılan kaynak işlemlerinde daha yaygın olarak ergitme tekniği kullanılır. Bu uygulama ile TIG yöntemine benzer bir kaynak dikişi oluşturulur. Özellikle, aynı kaynak kalitesini saglamak için mekanize uygulamalarda, TIG yöntemine tercih edilebilir. Ark kararlılığı ve akım şiddeti yüksek olduğundan daha nufuziyetli kaynak dikişleri oluşturulur ve kullanım sırasında ark rahat kontrol altında tutulabilir, aynı zamanda kaynak süresi de azaltılır. Ek kaynak metali, malzeme kalınlığına bağlı olarak kullanılır veya kullanılmayabilir. Uygulamalar, laminasyon paketlerinin kaynağı, boru kaynağı, kaplı çelik sacların ve anahtar deliği tekniği ile oluşturulmuş kaynak dikişlerinin kapak pasolarının gerçekleştirilmesi biçiminde karsımıza gelmektedir.
Anahtar deliği tekniği
Metallerin plazma arkı ile kaynağında metalden metale değisen bir kalınlık aralığında kullanılan gaz akımı, akım şiddeti ve kaynak hızının uygun ayarlanması ile malzemeyi derinliğine kateden bir delik ile çok küçük bir kaynak banyosu oluşturulabilir. Anahtar deliği tekniği genel olarak yatay pozisyonda 1.5-10 mm kalınlık aralığındaki malzemelere uygulanır. Bununla beraber, uygun kaynak koşulları sağlanarak bazı metal kalınlıklarında da her pozisyonda kaynak yapılabilir. Gazaltı kaynak yöntemleri arasında bu özeliği gösteren tek yöntem plazma arkı ile kaynak yöntemidir.
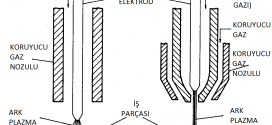
Anahtar deliği tekniğinde, plazma arkı anahtar deliği oluşturmak için parçanın derinliğine doğru girdiğinden, ergiyen metal parçanın yüzeyine doğru çıkar. Plazma ark torcu, kaynak bağlantısı doğrultusunda hareket ettiğinde arkın ön kısmında bulunan ergimis metal plazma arkının kenarlarından dolaşarak arkaya dogru hareket eder ve orada katılasır. Anahtar deligi tekniginin en önemli üstünlügü, kaynagın tek pasoda yapılabilmesidir.
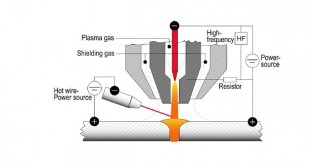
Anahtar deliginin iç kısmında bulunan ergimis metal filmi içindeki kalıntılar ve gazlar parçanın yüzeyine dogru hareket eder. Banyonun maksimum hacmi ve kökteki dikis profili, büyük ölçüde ergimis kaynak metalinin yüzey gerilimi, plazma arkının akım siddeti ve iyonize olmus plazma gazının hızı tarafından belirlenir. Yüksek akım siddetli anahtar deligi teknigi, kaynakta kesme kosullarının hemen altındaki degerlerde gerçeklestirilebilir.
Kesmede plazma gazının hızı, sadece ergiyen metali o bölgeden uzaklastıracak derecede yüksektir. Kaynakta plazma gaz hızının düşük olması sonucu, yüzey gerilimi, ergimis metali kaynak agzında tutar. Dolayısı ile, burada plazma gaz hızı kritik büyüklüktür ve sıkı bir şekilde kontrol altında tutulmak zorundadır. 0.12 l/dak’dan daha yüksek gaz debileri önerilmez ve bu da oldukça düsük bir değerdir.